

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






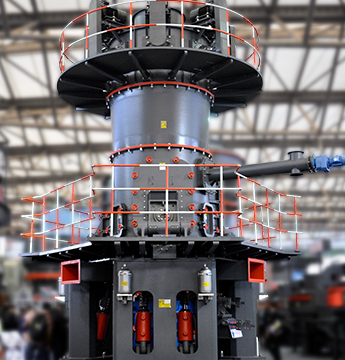
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

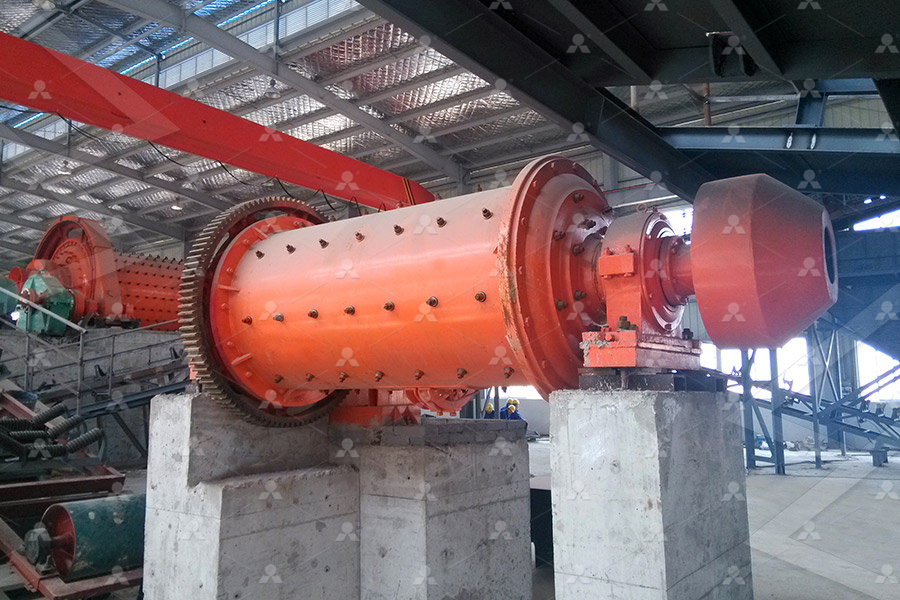
粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

一般车削转速打大少


如何计算选择车削转速 百度文库
如何计算选择车削转速Vc:60H淬硬钢/冷硬铸铁:Vc:70例如:直径:63mm的球墨铸铁工件,选择转速是650转/,转速是否合适? 通过计算:Vc=314*63*650/1000=128583 总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。 5、参考公式 1)背 加工实战宝典:切削速度、吃刀量、进给速度关系及精准计算 2009年12月7日 车削不同的材料,采用不同的刀具材料,转速选择差别很大。 一般是通过刀具能承受的最高切削速度来计算工件的最高线速度,并适当降低。 也可以通过切屑颜色观察。普通车床在车工件时,转速应该打多少,2012年6月19日 车内孔多少转速合适?精车留一毫米余量,可以试试将刃口修磨成接**直的圆弧,一般卧车转速和走刀是正比,应为圆弧刃口与加工面接触较大,所以转速要比正常刀慢很 车内孔多少转速合适?怎么车出来的才光。【车工吧】百度贴吧一般车削转速打大少,摘要:从机械加工中共振的角度出发,研究细长轴车削加工时车床主轴转速与工件表面质量的关系;并以车床为例,讨论刚性主轴的临界转速,提出细长轴车削加工时车 一般车削转速打大少破碎机厂家2020年6月4日 答:数控车车削铜件的吃刀量在34毫米,进给025,转速根据直径来决定。 1、数控车主轴转速是根据加工的工件材质和刀具材质来确定,通常转速越高光洁度越好,进给速度 数控车床车外圆转速车削量多少最佳周氏数控
.jpg)
CNC 螺纹车削中进给率和主轴转速的基本指南
2025年5月27日 主轴转速以每转数 (RPM) 为单位,需要仔细选择以确保切削刀具的效率和使用寿命。 主轴转速的设定应考虑加工材料、所用切削刀具的类型以及所需的表面光洁度。2025年5月14日 本文将详细探讨如何在车削加工中优化进给速度和主轴转速,以实现最佳加工效果。 进给速度是指刀具相对于工件的进给速度,直接影响切削力、切削温度和表面质量。 优 车削加工中如何优化进给速度和主轴转速? 麟思数控官网2013年8月23日 首先考虑到铝料本身粘刀的特性,所以刀具选择要开断屑槽,以便排屑顺畅,不置于缠伤外圆面,而且刀尖要用800#油石(或者就用砂皮)油出02mm左右的刀尖圆弧;程序方面,由于 切断刀切断时主轴的转速多少合适? 搜狗问问2025年2月26日 在车削中容易出现两种问题,一种是多棱形,这主要是刀具后角大,跟刀架爪部的R与工件所车出的直径不符所致;另一种就是竹节问题,它是由在架子口跟好跟刀架后,在对刀、走刀到切削表面时,由切削深度由极小到突 【总结】干了20年车床,总结出这20条车削经验 知乎2019年6月7日 普通车床在车工件时,转速应该打多少,我是一名车工现在北京工作8年了。一下是一些个人小经验。不锈钢材质:选用G8、G6X牌号刀具G6X首选。外圆30*450左右 普通车床在车工件时,转速应该打多少,百度知道2023年3月20日 各位大佬好,小弟想知道国产的数控系统,在进行螺纹车削时,主轴转速最高可以达到多少。 1分不嫌少 ! 赏 已有 1 人打赏 回复 乖乖小笨熊 1 # 13:28 螺纹车 国内数控车削螺纹时,主轴转速上限专业自动化论坛中国
F、车削—2012—答案 豆丁网
F、车削—2012—答案车削习题一、判断题(正确的打A,错误的打B)1车床主轴的转速就是车床的切削速度。 车削细长阶梯轴时,一般选用的辅助支承为 ( ) A跟刀架 B中心架 48 安 硬车削具有比 磨削 更高的加工效率,且其所消耗的能量是普通磨削加工的1/5 。 硬车削往往采用大 切削深度、高的工件转速,其金属切除率通常是磨削加工的3~4倍。 车削加工 时一次 装 硬车削 百度百科如何计算选择车削转速 如何选择切削加工时的转速,对于很多加工者来说都不好选择,这是因为影响切削的因素很多,有时按切削手册或刀具说明手册的参数加工也会出问题,所以,转速的选 如何计算选择车削转速 百度文库4 天之前 各位老兄,加工304那些说动态的 我就呵呵,你是专门编程的? 还是操机软件玩玩的? 不考虑刀具成本 和 寿命 ,你觉得你老板会觉的你适合他给你的岗位? 1 国产刀具价格在那 加工304不锈钢参数:转速、进给速度、吃刀量详解2023年10月26日 数控车削时如何计算转速?当演变成 CNC车削,主轴转速是影响加工过程性能和精度的关键因素。主轴速度以每转数 (RPM) 为单位测量,它决定了切削速度、刀具寿 数控车削速度、进给、转速计算方法 LS Tech2010年11月17日 数控车车螺纹转速选用,急急急不一定非要G76,G92也可以的啊,只是你车的太猛了,哪有2MM牙距3刀就搞定的呢?M90*2的一般内孔做到881到882左右都行,除非图 数控车车螺纹转速选用,急急急 百度知道
.jpg)
切削速度、进给量、每刃进给、刃数、主轴转数计算器 思
2024年3月19日 切削速度、主轴转速 、直径计算器 线速度V c 圆周率π 直径D 主轴转数n 计算 重置 公式V c =π*d*n/1000,填入已知的两项数据计算出结果。 进给量、每刃进给、刃数、主轴 2013年8月23日 切断刀切断时主轴的转速多少合适?我觉得你的问题可以从两个方面来分析; 1刀具,程序,材料 首先考虑到铝料本身粘刀的特性,所以刀具选择要开断屑槽,以便排屑顺畅,不置于 切断刀切断时主轴的转速多少合适? 百度知道螺纹单一固定形状车削(G92指令)PPT课件 2螺纹的刀具参数及进给速度的选择。 转速:s=1200/P80 P:螺距 p=2s=520r/min 根据工件材料、螺纹直径、刀具材料选择主 轴转速,就 螺纹单一固定形状车削(G92指令)PPT课件 百度文库2022年12月14日 车削的加工方法及其特点 详述加工中心加工的特征、加工工序! 详细说明切削加工的基本知识和设计加工注意事项! 车削加工的优缺点及注意事项 了解机械加工的刀具,灵活运用到设计中 机械加工的主要加工方法 毛刺 讲解车床(车削)加工的特征、代表性的加工方法! 2025年1月29日 数控车削加工的主要目的是对工件进行精密加工,主要方法是通过操纵控制系统控制数控机床刀具的轨迹,以完成工件的车削过程。进行加工前,确定刀具和工件处于同一个 数控车削加工工艺优化研究论文11篇 (全文)2024年1月18日 6、普通车床车螺纹的步骤 准备工作:(转速:300480转) 螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺 高速钢车螺纹转速,数控车螺纹转速低无法启动技术规范钢材
.jpg)
车削精工余量怎么确定?百度问一问 Baidu
2024年1月4日 亲, 1 背吃刀量ap的选取 在工艺系统刚度和机床功率容许的情况下,应尽可能选取较大的背吃刀量,以减少进给次数。当零件精度要求较高时,则应考虑留出精车余量,其所 2024年10月13日 进给每增加005,转速降低5080转,这是因为降低转速就意味着刀具磨损下降,切削力增加的就比较慢,从而弥补由于进给的增加使切削力增大,温度增高而带来的影响。 机加工中常遇到的30个难题的解决方案2013年9月9日 车铝料时车削速度多高才合实丫?我觉得你的问题可以从两个方面来分析; 1刀具,程序,材料 首先考虑到铝料本身粘刀的特性,所以刀具选择要开断屑槽,以便排屑顺畅,不置于缠 车铝料时车削速度多高才合实丫?百度知道硬度通常为5565 HRC的钢件车削被定义为硬零件车削,它是磨削的一项高经济性替代选择。硬零件车削可确保更高的灵活性、更短的交付周期和更高的质量。 立方氮化硼 (CBN) 材质是对表 如何对不同的材料进行车削 Sandvik Coromant1)必源自文库停车变速,以免打坏齿轮。 2)当手柄或手轮板不到正常位置时,要用手扳转卡盘。 3)为了安全操作,转速不高于360r/min。 2进给量的调整 进给量的大小是靠变换配换齿轮及 车床型号C6132百度文库2019年10月10日 不像车光轴,进给量要小得多。所以在车削螺纹时,由于过大的“进给”速度,使得螺纹车刀左、右切削刃的实际前角发生变化。数控车床加工工件时,要设定多快的转速跟刀 数控车床上我一般用转速四五百转 而有的师傅用到一千五

切断刀切断时主轴的转速多少合适?求解答 搜狗问问
2013年10月20日 2机床本身的问题发生这样的问题,我感觉这个可能性比较大,所以你检查一下你的主轴轴承,把主轴转速打到最高听他的声音,再就是拿根短料靠近主轴,转动起来看有没有共振 2019年3月21日 数控车床走刀速度和转速,打比方,我转速是1000转,吃刀量是60丝,走刀你把要求的光洁度和工件直径发上来。一般是这样确定的,首先根据工件的材质和硬度选择刀具的 数控车床走刀速度和转速,打比方,我转速是1000转,吃刀量 2022年10月8日 螺纹车削时,车刀的刃磨角度、安装与切削条件和螺旋角有很大的关系。一般车削导程(或螺距)较小时,因为螺旋角较小所以影响不大。而对车削导程大的螺纹时,因为螺 在车削加工时,如何才能获得良好的表面质量呢? 51CTO博客2025年2月11日 您在查找一般车削的切削力有多大吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。一般车削的切削力有多大 抖音2021年10月9日 雕铣机转速能不能过低?视加工产品决定! 文章作者:台翰机械 发布时间: 18:59:15 浏览次数:3136次 摘要: 雕铣机的转速是控制我们加工速度的一个参 雕铣机转速能不能过低?视加工产品决定!广东台翰精工机械2018年8月7日 一般而言 ,底边切出切削方向毛刺与其它毛刺相比具有尺寸大、去除困难的特点。 为此,本文以底边切出切削方向毛刺作为主要研究对象开展研究。根据端铣中底边切出切 机械加工后的毛刺很烦人,不怕!这里有方案 知乎

数控加工中心的切削转速和进给速度怎么算? 知乎
2019年3月1日 数控加工中心 的 切削转速 和 进给速度 : 1: 主轴转速 =1000Vc/πD 2:一般刀具的最高切削速度(Vc):高速钢50 m/min;超硬工具150 m/min;涂镀刀具250 m/min;陶瓷钻石刀 螺纹 的加工方法很多,其中用车削的方法加工螺纹是常用的加工方法。 无论车削哪一种螺纹,车床主轴 与刀具之间必须保持严格的运动关系:主轴每转一圈(即工件转一圈),刀具应均匀 螺纹车削(螺纹加工过程)百度百科在本指南中,我们将深入研究您需要遵循的步骤来准确计算转速 CNC 车削操作,确保生产率和精度。 了解转速 RPM 只是衡量物体在一内绕轴旋转多少次。 在这样的背景下 CNC 车削 掌握 RPM 计算 CNC 车削:综合指南2025年2月26日 在车削中容易出现两种问题,一种是多棱形,这主要是刀具后角大,跟刀架爪部的R与工件所车出的直径不符所致;另一种就是竹节问题,它是由在架子口跟好跟刀架后,在对刀、走刀到切削表面时,由切削深度由极小到突 【总结】干了20年车床,总结出这20条车削经验 知乎2019年6月7日 普通车床在车工件时,转速应该打多少,我是一名车工现在北京工作8年了。一下是一些个人小经验。不锈钢材质:选用G8、G6X牌号刀具G6X首选。外圆30*450左右 普通车床在车工件时,转速应该打多少,百度知道2023年3月20日 各位大佬好,小弟想知道国产的数控系统,在进行螺纹车削时,主轴转速最高可以达到多少。 1分不嫌少 ! 赏 已有 1 人打赏 回复 乖乖小笨熊 1 # 13:28 螺纹车 国内数控车削螺纹时,主轴转速上限专业自动化论坛中国

F、车削—2012—答案 豆丁网
F、车削—2012—答案车削习题一、判断题(正确的打A,错误的打B)1车床主轴的转速就是车床的切削速度。 车削细长阶梯轴时,一般选用的辅助支承为 ( ) A跟刀架 B中心架 48 安 硬车削具有比 磨削 更高的加工效率,且其所消耗的能量是普通磨削加工的1/5 。 硬车削往往采用大 切削深度、高的工件转速,其金属切除率通常是磨削加工的3~4倍。 车削加工 时一次 装 硬车削 百度百科如何计算选择车削转速 如何选择切削加工时的转速,对于很多加工者来说都不好选择,这是因为影响切削的因素很多,有时按切削手册或刀具说明手册的参数加工也会出问题,所以,转速的选 如何计算选择车削转速 百度文库4 天之前 各位老兄,加工304那些说动态的 我就呵呵,你是专门编程的? 还是操机软件玩玩的? 不考虑刀具成本 和 寿命 ,你觉得你老板会觉的你适合他给你的岗位? 1 国产刀具价格在那 加工304不锈钢参数:转速、进给速度、吃刀量详解2023年10月26日 数控车削时如何计算转速?当演变成 CNC车削,主轴转速是影响加工过程性能和精度的关键因素。主轴速度以每转数 (RPM) 为单位测量,它决定了切削速度、刀具寿 数控车削速度、进给、转速计算方法 LS Tech2010年11月17日 数控车车螺纹转速选用,急急急不一定非要G76,G92也可以的啊,只是你车的太猛了,哪有2MM牙距3刀就搞定的呢?M90*2的一般内孔做到881到882左右都行,除非图 数控车车螺纹转速选用,急急急 百度知道
.jpg)
切削速度、进给量、每刃进给、刃数、主轴转数计算器 思
2024年3月19日 切削速度、主轴转速 、直径计算器 线速度V c 圆周率π 直径D 主轴转数n 计算 重置 公式V c =π*d*n/1000,填入已知的两项数据计算出结果。 进给量、每刃进给、刃数、主轴 如何计算选择车削转速Vc:60H淬硬钢/冷硬铸铁:Vc:70例如:直径:63mm的球墨铸铁工件,选择转速是650转/,转速是否合适? 通过计算:Vc=314*63*650/1000=128583 如何计算选择车削转速 百度文库总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。 5、参考公式 1)背 加工实战宝典:切削速度、吃刀量、进给速度关系及精准计算 2009年12月7日 车削不同的材料,采用不同的刀具材料,转速选择差别很大。 一般是通过刀具能承受的最高切削速度来计算工件的最高线速度,并适当降低。 也可以通过切屑颜色观察。普通车床在车工件时,转速应该打多少,2012年6月19日 车内孔多少转速合适?精车留一毫米余量,可以试试将刃口修磨成接**直的圆弧,一般卧车转速和走刀是正比,应为圆弧刃口与加工面接触较大,所以转速要比正常刀慢很 车内孔多少转速合适?怎么车出来的才光。【车工吧】百度贴吧一般车削转速打大少,摘要:从机械加工中共振的角度出发,研究细长轴车削加工时车床主轴转速与工件表面质量的关系;并以车床为例,讨论刚性主轴的临界转速,提出细长轴车削加工时车 一般车削转速打大少破碎机厂家

数控车床车外圆转速车削量多少最佳周氏数控
2020年6月4日 答:数控车车削铜件的吃刀量在34毫米,进给025,转速根据直径来决定。 1、数控车主轴转速是根据加工的工件材质和刀具材质来确定,通常转速越高光洁度越好,进给速度 2025年5月27日 主轴转速以每转数 (RPM) 为单位,需要仔细选择以确保切削刀具的效率和使用寿命。 主轴转速的设定应考虑加工材料、所用切削刀具的类型以及所需的表面光洁度。CNC 螺纹车削中进给率和主轴转速的基本指南2025年5月14日 本文将详细探讨如何在车削加工中优化进给速度和主轴转速,以实现最佳加工效果。 进给速度是指刀具相对于工件的进给速度,直接影响切削力、切削温度和表面质量。 优 车削加工中如何优化进给速度和主轴转速? 麟思数控官网2013年8月23日 首先考虑到铝料本身粘刀的特性,所以刀具选择要开断屑槽,以便排屑顺畅,不置于缠伤外圆面,而且刀尖要用800#油石(或者就用砂皮)油出02mm左右的刀尖圆弧;程序方面,由于 切断刀切断时主轴的转速多少合适? 搜狗问问
生石灰的问答题七下
--尿素设备尿素设备
--谁需要白灰
--活性炭的制备方法及制粉工艺流程
--真空粉体输送机
--广西重质碳酸钙悬辊磨报价
--桂林重钙打精品砂粉设备
--打精品砂粉设备哪里有卖
--粉碎粘土用什么机器比较好
--水渣粉磨生铁
--大蒜矿石磨粉机
--怎样管理搅拌站的车队
--立磨设备原理
--粉碎萤石的设备
--高钙粉石灰石压碎值
--高磷土那些地方收购
--锂矿磨粉机械高细立磨
--国内进大型碾米机国内进大型碾米机国内进大型碾米机
--片石场价格合同
--镰刀式矿石磨粉机镰刀式矿石磨粉机镰刀式矿石磨粉机
--二氧化硅粉石机
--煤炭原煤磨粉机价格
--南京325目石灰石雷蒙磨粉机粉碎设备
--请厂商清理施工现场石灰石
--褐煤提制生产线
--硅酸盐高压矿石辊磨机
--镍铁废渣生产矿棉
--广西桂林无烟煤开采微粉磨价格广西桂林无烟煤开采微粉磨价格广西桂林无烟煤开采微粉磨价格
--江西钾长石粉厂
--浙江雷蒙磨有限公司
--